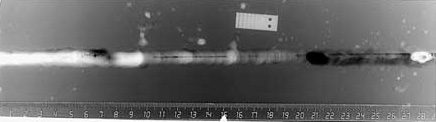
Радиографический контроль (РК) осуществляется в соответствии с требованиями ГОСТ 7512-82.
Радиационный - неразрушающий контроль для проверки материалов на наличие скрытых дефектов. Позволяет выявить внутренние дефекты, такие как поры, непровары, шлаковые, вольфрамовые, окисные и другие включения, подрезы, трещины, усадочные раковины и другие.
Радиографический контроль использует способность рентгеновских волн глубоко проникать в различные материалы.
РК применяется в процессе производства и эксплуатации для контроля:
- Отливок и поковок на наличие трещин, газовых и усадочных раковин;
- Сварочных швов на наличие непроваров, тепловых и механических трещин, включений шлака, раковин;
- Несущих конструкция, валов, осей, корпусов на наличие внутренних трещин и изломов;
- Неразборных или трудноразборных машин и механизмов на правильность взаимного расположения элементов их целостности и наличия необходимых зазоров;
- Железобетона на наличие пустот, трещин смещения или разрушения арматуры и закладных элементов;
- Металлургических печей в процессе работы на образование отложений на внутренних поверхностях;
- Различных металлических деталей на предмет обнаружения непредусмотренных конструкцией или умышленно замаскированных сварочных швов, отверстий и полостей, заполненных иными материалами.
Преимущества радиационного контроля:
- Широкая доступность метода и лёгкость в проведении исследований.
- Относительно низкая стоимость.
- Быстрое обнаружение дефектов сварных швов и соединений;
- Максимально точная локализация дефектов;
- Позволяет производить оценку величины выпуклости и вогнутости корня шва в недоступных для внешнего осмотра местах.
При рентгеновском контроле не выявляют:
- Любые несплошности и включения с размером в направлении просвечивания менее удвоенной чувствительности контроля;
- Непровары и трещины, плоскость раскрытия которых не совпадает с направлением просвечивания и (или) величина раскрытия менее: от 0,1 мм для толщин до 40 мм до 0,5 мм для толщин свыше 200 мм;
- Любые несплошности и включения, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов трещин просвечиваемого металла.

Проведение радиографического контроля металлов является наиболее достоверным способом контроля сварных соединений и основного металла, позволяющим наглядно определять вид и характер выявленных дефектов, достаточно точно определять их месторасположение, а также архивировать результаты контроля.